Since 1948, ITR supplies equipment for High-Frequency wood gluing. Also often named as 'Radio-Frequency' dryers.
As one of the oldest techniques where high frequency transmitters are used to heat-up gluid woodsurfaces to dry it quickly by letting the water molecules vibrate intencely.
ITR is still capable of supplying this technique to the modern wood processing industry.
We build, design, service, and renew high frequency dryers all around the world.
If you are in need of service or maybe updating your existing installation, please don't hesitate to contact us.
We can be of help with every brand of High Frequency machine.

about ITR

Wood Gluing with High-Frequency Heating
Wood gluing with High-Frequency heating (HF gluing) offers considerable advantages compared to conventional techniques.
Speed: HF gluing makes it possible to dry conventional PVAC glue-lines in minutes or even seconds. When the products leave the HF press the glue is cured and the products are ready to be processed on a sawing or sanding machine.
Production quality: HF gluing advances a high quality at a constant level of the finished product because it dissipates the heat instantaneously and evenly throughout the glue-lines, without the danger of temperature-induced material stress. In addition, HF wood gluing encourages fully automated production lines, which results in a stabile production quality and quantity.
Versatility: HF gluing can be used with most modern types of adhesives, such as PVA, PVAC, melamine/urea, resorcinol and certain PU-isocyanate-based adhesives; and with all types of wood: gluing the numerous and often difficult tropical species of hardwoods is no problem. Consequently, HF wood gluing is used in a large range of applications: lamination, edge-lipping, endless gluing, finger-jointing for the production such as panels, stair-beams, doors, table tops and legs etc.
Economics: HF gluing saves space, because it allows a high production rate at an installation with a small footprint. HF gluing saves on employee costs, because installations can be run completely automatic.
Speed: HF gluing makes it possible to dry conventional PVAC glue-lines in minutes or even seconds. When the products leave the HF press the glue is cured and the products are ready to be processed on a sawing or sanding machine.
Production quality: HF gluing advances a high quality at a constant level of the finished product because it dissipates the heat instantaneously and evenly throughout the glue-lines, without the danger of temperature-induced material stress. In addition, HF wood gluing encourages fully automated production lines, which results in a stabile production quality and quantity.
Versatility: HF gluing can be used with most modern types of adhesives, such as PVA, PVAC, melamine/urea, resorcinol and certain PU-isocyanate-based adhesives; and with all types of wood: gluing the numerous and often difficult tropical species of hardwoods is no problem. Consequently, HF wood gluing is used in a large range of applications: lamination, edge-lipping, endless gluing, finger-jointing for the production such as panels, stair-beams, doors, table tops and legs etc.
Economics: HF gluing saves space, because it allows a high production rate at an installation with a small footprint. HF gluing saves on employee costs, because installations can be run completely automatic.

how it works - Principle of dielectric heating
HF heating is based on the principle of dielectric heating. If a suitable material is placed between two electrodes in a HF electrical field, heat is generated in the material by rapid vibrations of molecules in the material. Consequently, the material is heated from the inside out. Compared to conventional heating techniques, this leads to a very high heating efficiency (saving money), a very high curing rate (saving time).
In addition, some molecules (such as glue molecules) react more with the HF field than other molecules (such as wood molecules). If a wood-packet is placed in a HF field with the glue-lines parallel to HF-field, the glue is heated almost exclusively. This ultra-selective heating leads to even more time- and energy savings.
Advantages:
 Speed
Speed
Production quality
Versatility
Economics
In addition, some molecules (such as glue molecules) react more with the HF field than other molecules (such as wood molecules). If a wood-packet is placed in a HF field with the glue-lines parallel to HF-field, the glue is heated almost exclusively. This ultra-selective heating leads to even more time- and energy savings.
Speed Production quality Versatility Economicshow it works - Electrode-configurations
There are three electrode-configurations commonly used. Each configuration has its own advantages for particular applications.
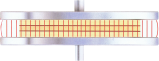
a. Through field heating
In this configuration the glue lines are placed parallel to the electrodes and perpendicular to the HF field. The electrodes have no direct contact with the glue-lines and as, a consequence, the whole of the material (wood + glue) is evenly heated. In practice, the top and bottom of the wood, being in contact with the colder electrodes, are slightly cooler than the centre. There is no limit on the area or thickness that can be heated with this method. Typical examples of through heating are form pressing and parquet-panels
a. Through field heating
In this configuration the glue lines are placed parallel to the electrodes and perpendicular to the HF field. The electrodes have no direct contact with the glue-lines and as, a consequence, the whole of the material (wood + glue) is evenly heated. In practice, the top and bottom of the wood, being in contact with the colder electrodes, are slightly cooler than the centre. There is no limit on the area or thickness that can be heated with this method. Typical examples of through heating are form pressing and parquet-panels
how it works - Electrode-configurations
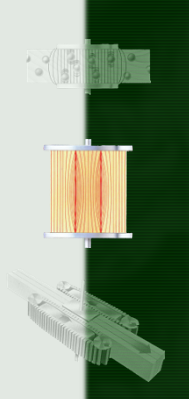
b. Glue line heating
In this configuration the electrodes are in direct contact with the glue-lines and the glue-lines are therefore parallel to the HF-field. In this case the glue takes up almost all the HF energy and is heated ultra-fast, whilst the wood remains relatively cool. There is a limit to the width of glue line which can be cured with this method and this is ca 90 mm. Glue line heating is used in most applications of HF wood gluing, such as lamination of panels, endless gluing of panels, finger jointing etc.
In this configuration the electrodes are in direct contact with the glue-lines and the glue-lines are therefore parallel to the HF-field. In this case the glue takes up almost all the HF energy and is heated ultra-fast, whilst the wood remains relatively cool. There is a limit to the width of glue line which can be cured with this method and this is ca 90 mm. Glue line heating is used in most applications of HF wood gluing, such as lamination of panels, endless gluing of panels, finger jointing etc.

how it works - Electrode-configurations
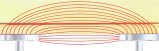
c. Stray field heating
This configuration is basically any application in which glue-line heating and through heating cannot be used. In this method the electrodes are separated from the glue line by a sheet of wood. Mostly used in continuously feed-through systems and hand-held or mobile HF-drying tools.
Pressure It is essential to have sufficient pressure on the press that the pressure on the glue line is such that with the heat applied the water in the glue does not boil. The heat of the glue line will depend upon the assembly, the size of the HF-generator, the moisture content of the wood and the configuration of the electrodes.
This configuration is basically any application in which glue-line heating and through heating cannot be used. In this method the electrodes are separated from the glue line by a sheet of wood. Mostly used in continuously feed-through systems and hand-held or mobile HF-drying tools.
Pressure It is essential to have sufficient pressure on the press that the pressure on the glue line is such that with the heat applied the water in the glue does not boil. The heat of the glue line will depend upon the assembly, the size of the HF-generator, the moisture content of the wood and the configuration of the electrodes.

installations we've done - sample A



In this application the customer needed to produce in-house doors completely automatic with various dimensions.
We supplied an 8-point HF-gluing station with flexible dimensions.
Curing time is 6 seconds.
installations we've done - sample B

2 off 50 kW Hf-generators were used in the HF-press to achieve curing times of 30 - 40 seconds.

installations we've done - sample C
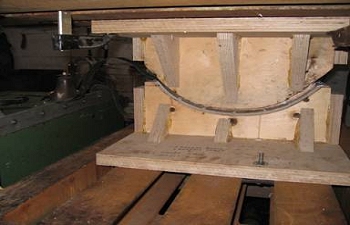
In this application HF-heating is used for bending of wooden panels for furniture applications.
installations we've done - sample D

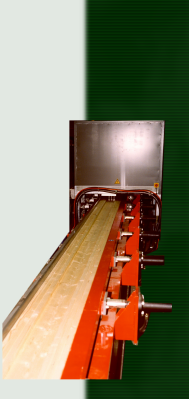
In this application HF-curing is used to glue 6 meter length construction beams in a HF-tunnel.

installations we've done - sample E

In this application HF-gluing is used to weld lippings to inside doors in a continuous production line.

where to find us
Tel: +31(0)10-5211450
Fax: +31(0)10-5216575
Email: info@itr.nl
GoogleMaps
